Manufacturing & Quality>Gage repeatability and reproducibility study (Gage R&R)

Gage repeatability and reproducibility study (Gage R&R)
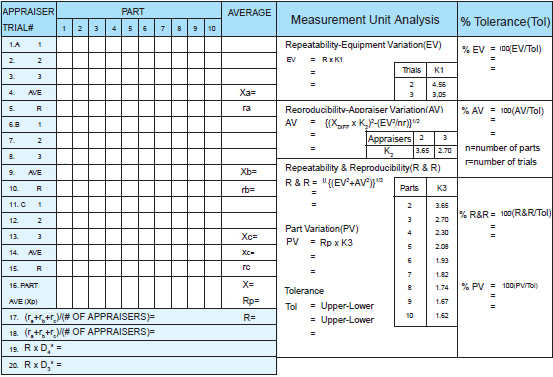
The purpose of the Gage R&R study is to identify the amount of measurement error associated with a particular gage - producing a quantitative confidence level which can be evaluated. This GR&R value obtained should be the basis for decision on whether the gage should be replaced, repaired, operators trained, or no action taken. The typical format as following:
 4=3.27 for 2 trials and 2.58 for 3 trials; D3=0 for up to 7 trials.UCLR represents the limit of individual R's.Circle those that are beyond this limit. identify the cause and correct. Repeat these readings using the same appraiser and units as originally used or discard values and re-average and recomputed R and the limiting value from the remaining observations
4=3.27 for 2 trials and 2.58 for 3 trials; D3=0 for up to 7 trials.UCLR represents the limit of individual R's.Circle those that are beyond this limit. identify the cause and correct. Repeat these readings using the same appraiser and units as originally used or discard values and re-average and recomputed R and the limiting value from the remaining observations
Notes:
All calculations are based upon predicting 5.15 sigma(99% of the area under the normal distribution curve).
K1 is 5.15/d2, where d2 is dependent on the number of trials(m)and the number if parts times the number of operators(g)which is assumed to be greater than 15
AV-If a negative value is calculated under the square root sign, the appraiser variation(AV) defaults to zero(0). K2 is 5.15/d2, where d2 is dependent on the number of operators(m)and(g)is 1,since there is only one range calculation.
K2 is 5.15/d2, where d2 is dependent on the number of parts(m)and(g)is1, since there is only one range calculation.
d2 is obtained from Table D3, “Quality Control and Industrial Statistics” A.J. Duncan
Analysis of result:
A. Guidelines for acceptance of GR&R (P/T - Precision to Tolerance): ~ Under 10% error - Gage is O.K.
~ 10% to 30% error - Gage may be acceptable based upon the importance of the application, costs involved, etcˇˇ
~ >30% error - Gage needs improvement. Efforts should be made to identify the problems and have them corrected.
B. % R&R is a combination of % Appraiser Variation (AV) and % Equipent Variation (EV). If the %RR is not acceptable, then each of these should be looked at independently to help in identifying the problems associated with the gage. 1.) For example, if EV is large with respect to AV then possible problems are:
a. The gage needs maintenance
b. The clamping or location for gaging needs improvement.
c. Other.....
2.) If AV is large with respect to EV, then possible problems are:
a. The operators need to be better trained in proper operation of the gage.
b. A fixture may be needed to help operate the gage more consistently.
c. Other
Gage Repeatability and Reproducibility
| Part Number NUMBER | Gage Name | Appraiser A | Part Number NUMBER | Gage Name | Appraiser A | ||||
| Part Name NAME | Gage Number | Appraiser B | Part Name NAME | Gage Number | Appraiser B | ||||
| Characteristic Specification Lower Upper | Gage Type | Appraiser C | Characteristic Specification Lower Upper | Gage Type | Appraiser C | ||||
| Characteristic Classification |
Trials
0 |
Parts
0 |
Appraisers 0 |
Date Performed | Characteristic Classification |
Trials
0 |
Parts
0 |
Appraisers 0 |
Date Performed |
4=3.27 for 2 trials and 2.58 for 3 trials; D3=0 for up to 7 trials.UCLR represents the limit of individual R's.Circle those that are beyond this limit. identify the cause and correct. Repeat these readings using the same appraiser and units as originally used or discard values and re-average and recomputed R and the limiting value from the remaining observations Notes:
All calculations are based upon predicting 5.15 sigma(99% of the area under the normal distribution curve).
K1 is 5.15/d2, where d2 is dependent on the number of trials(m)and the number if parts times the number of operators(g)which is assumed to be greater than 15
AV-If a negative value is calculated under the square root sign, the appraiser variation(AV) defaults to zero(0). K2 is 5.15/d2, where d2 is dependent on the number of operators(m)and(g)is 1,since there is only one range calculation.
K2 is 5.15/d2, where d2 is dependent on the number of parts(m)and(g)is1, since there is only one range calculation.
d2 is obtained from Table D3, “Quality Control and Industrial Statistics” A.J. Duncan
Analysis of result:
A. Guidelines for acceptance of GR&R (P/T - Precision to Tolerance): ~ Under 10% error - Gage is O.K.
~ 10% to 30% error - Gage may be acceptable based upon the importance of the application, costs involved, etcˇˇ
~ >30% error - Gage needs improvement. Efforts should be made to identify the problems and have them corrected.
B. % R&R is a combination of % Appraiser Variation (AV) and % Equipent Variation (EV). If the %RR is not acceptable, then each of these should be looked at independently to help in identifying the problems associated with the gage. 1.) For example, if EV is large with respect to AV then possible problems are:
a. The gage needs maintenance
b. The clamping or location for gaging needs improvement.
c. Other.....
2.) If AV is large with respect to EV, then possible problems are:
a. The operators need to be better trained in proper operation of the gage.
b. A fixture may be needed to help operate the gage more consistently.
c. Other



