销售与服务>12点测量

12点测量
12点检查建议妥善检查轴承轴颈或座内径,通过测量值与建议的配套组件公差进行对比,验证配套组件的几何性。
● 测量过程
1. 使用精确到0.002毫米或0.0001英寸的两点测量仪。建议测量值精确到量具单位值得1/10,提供分辨率为0.0002毫米或0.00001英寸。
2. 在图表里记录测量值,确保记录各平面和角度的测量值。然后计算每个平面的平均直径。
|
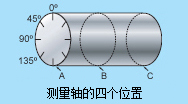
3. 如左图所示,测量轴的四个位置,从0度开始,然后绕着轴45度、90度和135度测量。沿着轴在三个不同平面重复这些测量,在轴与轴承的直接接触配合面上测量。三个平面应该沿着接触面均匀分布。从轴的两端开始外测量值应该约5毫米(0.2英寸)。 |
4. 直径评定
将平面A,B,C的平面直径测量值与建议的公差范围比较。每个平均直径应该在建议范围内。如果有任何平均值超过或低于建议范围的话,配套组件的直径就不合格。
5. 圆度评定
同样将每个角度的测量值(如比较三个45度角时的测量值)与建议范围比较。如果有任何测量值大于或小于建议范围的一半,就说明存在圆度超差。
● 测量值(计量器精确到0.002毫米/0.0001英寸。最低推荐)
| 0° | 45° | 90° | 135° | 平均值 | 平均值 | |
| 平面 A | A = | |||||
| 平面 B | B = | |||||
| 平面 C | C = |
判定圆度是通过比较一个平面的四个不同测量值。差异不应超过0.0006英寸。判定平直度是通过比较三个平均值之间的差异。差异不应超过0.0006英寸。
● 锥度(形式)评价
锥度是由平面平均值得差异决定的,如下:
| 平均值 A = | 平均值 B = | 平均值 C = | ||
| - 平均值 B = | - 平均值 C = | - 平均值 C = | ||
| 差值 = | 差值 = | 差值 = |
如果有任何差异超过指定公差范围一半以上,就说明存在锥度超差。

选择


