制造与质量>重复性与再现性

重复性与再现性
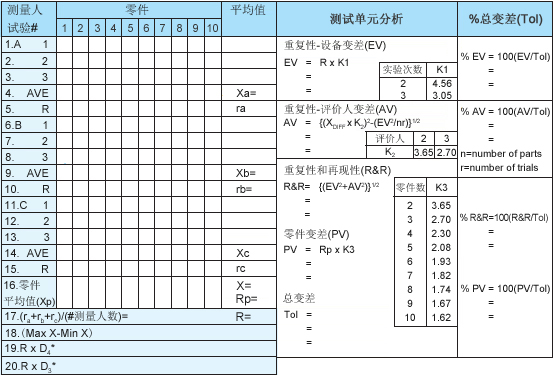
重复性和再现性目的是为了确定特定量具测量误差的值,该值可在一定范围有评估。这个GR&R值是决策基础,决定了该量具是否应更换、修理、操作员培训或不采取任何行动。典型的格式如下:
D4=3.27 (两次试验) D3=0 (不大于7次试验)。UCLR代表单个R的限值,圈出那些超限的值,查明原因并纠正;同一评价人采用最初的仪器重复这些超限读数或者剔除这些超限值,由剩余观测值再次平均并计算R和限值。
注意:
所有计算均基于预计5.15?(正态分布曲线下99.0%的面积)。
K1 is 5.15/d2, 式中 d2 取决于试验次数(m)和零件数目与操作者数量之积(g),g假定大于15。d2 值来自表2.
AV-如果平方根符号下为负值运算,评价人变差(AV)缺省为零(0)。
K2 is 5.15/d2, 式中 d2 取决于评价人数量(m)和(g),g=1因为只有单极差计算。
K3 is 5.15/d2, 式中 d2 取决于零件数量(m)和(g),g=1因为只有单极差计算。
d2 来源于表2;参见表D3,“质量控制和工业统计”A.J.Duncan
判异标准
A.如果GR&R小于所测零件公差的10%,则此系统无问题:
~如果GR&R大于所测零件公差的10%而小于20%,那么此系统是可以接受的。
~如果GR&R大于所测零件公差的20%而小于30%,则接受的依据是数据测量系统的重要程度和改善所花费的商业成本。
~如果GR&R大于所测零件公差的30%,那么此测量系统不能接受,并且需要进行改善。
处置方式
%EV,%AV分别表明了测量仪器(设备)变异、评价人差异在总变异中所占比例,可据此把我现有测量系统中所存主要问题,并采取相应措施。
1)当EV>AV,即重复性:EV(设备变异)>再现性:AV(人员变异)时:
A.量具需要加以保养;
B.量具需要重新设计,以提升适应性;
C.量具的夹紧或零件定位的方式需要改进;
D.存在过大的零件变异;
2)当AV>EV,即再现性:AV(人员变异)>重复性:EV(设备变异)时:
A.测量人员需要更好的培训如何使用量具及数据读取方式;
B.量具刻度盘上的刻度不清楚或校正不良;
需要某些夹具协助评价人员来提高使用量具的一致性;
量具重复性与再现性报告
|
零件号 号码 |
量具名称 | 测试人A |
零件号 号码 |
量具名称 | 测试人A | ||||
|
零件名称 名字 |
量具编号 | 测试人B |
零件名称 名字 |
量具编号 | 测试人B | ||||
|
规格 范围 |
量具型号 | 测试人C |
规格 范围 |
量具型号 | 测试人C | ||||
| 分类 |
试验次数
0 |
零件个数
0 |
测试人数 0 |
Date Performed | 分类 |
试验次数
0 |
零件个数
0 |
测试人数 0 |
Date Performed |
D4=3.27 (两次试验) D3=0 (不大于7次试验)。UCLR代表单个R的限值,圈出那些超限的值,查明原因并纠正;同一评价人采用最初的仪器重复这些超限读数或者剔除这些超限值,由剩余观测值再次平均并计算R和限值。
注意:
所有计算均基于预计5.15?(正态分布曲线下99.0%的面积)。
K1 is 5.15/d2, 式中 d2 取决于试验次数(m)和零件数目与操作者数量之积(g),g假定大于15。d2 值来自表2.
AV-如果平方根符号下为负值运算,评价人变差(AV)缺省为零(0)。
K2 is 5.15/d2, 式中 d2 取决于评价人数量(m)和(g),g=1因为只有单极差计算。
K3 is 5.15/d2, 式中 d2 取决于零件数量(m)和(g),g=1因为只有单极差计算。
d2 来源于表2;参见表D3,“质量控制和工业统计”A.J.Duncan
判异标准
A.如果GR&R小于所测零件公差的10%,则此系统无问题:
~如果GR&R大于所测零件公差的10%而小于20%,那么此系统是可以接受的。
~如果GR&R大于所测零件公差的20%而小于30%,则接受的依据是数据测量系统的重要程度和改善所花费的商业成本。
~如果GR&R大于所测零件公差的30%,那么此测量系统不能接受,并且需要进行改善。
处置方式
%EV,%AV分别表明了测量仪器(设备)变异、评价人差异在总变异中所占比例,可据此把我现有测量系统中所存主要问题,并采取相应措施。
1)当EV>AV,即重复性:EV(设备变异)>再现性:AV(人员变异)时:
A.量具需要加以保养;
B.量具需要重新设计,以提升适应性;
C.量具的夹紧或零件定位的方式需要改进;
D.存在过大的零件变异;
2)当AV>EV,即再现性:AV(人员变异)>重复性:EV(设备变异)时:
A.测量人员需要更好的培训如何使用量具及数据读取方式;
B.量具刻度盘上的刻度不清楚或校正不良;
需要某些夹具协助评价人员来提高使用量具的一致性;

选择


