研究与发展>原材料

原材料
HCH采用高纯度的轴承原材料。
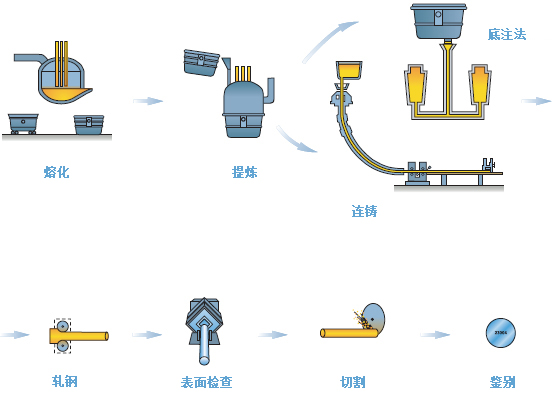
熔化
炼钢过程就是从混合废料中选择满足等级规格和客户要求的过程。训练有素的工作人员持续监察废料的化学含量、密度、纯度和残留物。熔化了的钢铁会被注入到瓢状容器中,渣耙用于除去加热物中的氧化杂质。氧气在这个阶段已经从钢里去除在此阶段需防止氧化危害钢材的质量,不然可能会危害到钢材质量。
提炼
钢铁提炼的过程中才是钢真正被加工的步骤。为了使钢铁中的滞留气最小化,合金也被添加到了其中以获得理想的化学效应,使钢材中夹杂的气体最小化。在这个过程中,钢铁使用氩气搅拌,使得整个钢铁的加热温度和化学成分均匀分布。精炼装置配备了真空电弧脱气(VAD)没错,这在瓢装置里提供了再热的能力。这种能力可以实现化学成分的精确控制。
 连铸
连铸
熔化的钢铁被灌入一个20吨的中间包中,其带有一个坝和堰的系统,是为了优化金属流动所设计的,进一步提高了钢铁的洁净度。一个带有氩气的耐火罩防止了在度氧化。从中间包开始,钢流入四个独立的震荡模,再通入浸入式陶瓷浇注管,结晶保护渣引起的再氧化。结晶器液面是由一个封闭的回路,节流滑门系统控制,以确保良好的表面质量。气雾冷却的使用与再凝固过程中缓慢引出热量,使链上的热压力最小化。
底注法
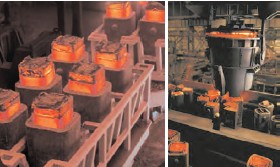 底注法的加工创造了世界上最清洁的空气熔钢。钢锭模是“大底”,这意味着锥形底是用来优化内部的清洁度。为了确保更清洁的钢,在倒出过程中,钢流体被一种惰性气体覆盖着来防止再氧化。一个预先测量过的熔剂被添加到了每个模型进一步保护钢的再次氧化进而提高表面质量。当钢锭模注入钢水时,每个模子都有一个热顶来将它保持在液体状态。熔剂和热顶系统是为了最大化清洁度和最小化锭的化学分离而设计。HCH钢球材料100%按照此流程应用。
底注法的加工创造了世界上最清洁的空气熔钢。钢锭模是“大底”,这意味着锥形底是用来优化内部的清洁度。为了确保更清洁的钢,在倒出过程中,钢流体被一种惰性气体覆盖着来防止再氧化。一个预先测量过的熔剂被添加到了每个模型进一步保护钢的再次氧化进而提高表面质量。当钢锭模注入钢水时,每个模子都有一个热顶来将它保持在液体状态。熔剂和热顶系统是为了最大化清洁度和最小化锭的化学分离而设计。HCH钢球材料100%按照此流程应用。
辊轧
热轧管有表面光洁度。轻度钢鳞片覆盖了内外表面。热轧管可以用来生产规定公差的外径和壁厚尺寸,一旦钢坯生产了它就会进入辊轧机来压减到尺寸范围内。良好的尺寸大小控制是由辊压机锁维持的,开始于再热炉中精确的温度控制,然后由在线实时的精确测量系统时的控制,整个辊轧过程中尺寸的大小。
 检查
检查
我们的目标是提供一个无缺陷的、非常可靠的热轧钢棒。检查热轧钢棒包括表面和内部的质量。系统允许在0.3mm以内的缺陷。检查过程结合了为表面检查而准备的热成像技术,带有先进的超声波性能。并伴随着两级计算机控制,最终生产出了高质量的产品。
熔化
炼钢过程就是从混合废料中选择满足等级规格和客户要求的过程。训练有素的工作人员持续监察废料的化学含量、密度、纯度和残留物。熔化了的钢铁会被注入到瓢状容器中,渣耙用于除去加热物中的氧化杂质。氧气在这个阶段已经从钢里去除在此阶段需防止氧化危害钢材的质量,不然可能会危害到钢材质量。
提炼
钢铁提炼的过程中才是钢真正被加工的步骤。为了使钢铁中的滞留气最小化,合金也被添加到了其中以获得理想的化学效应,使钢材中夹杂的气体最小化。在这个过程中,钢铁使用氩气搅拌,使得整个钢铁的加热温度和化学成分均匀分布。精炼装置配备了真空电弧脱气(VAD)没错,这在瓢装置里提供了再热的能力。这种能力可以实现化学成分的精确控制。
连铸熔化的钢铁被灌入一个20吨的中间包中,其带有一个坝和堰的系统,是为了优化金属流动所设计的,进一步提高了钢铁的洁净度。一个带有氩气的耐火罩防止了在度氧化。从中间包开始,钢流入四个独立的震荡模,再通入浸入式陶瓷浇注管,结晶保护渣引起的再氧化。结晶器液面是由一个封闭的回路,节流滑门系统控制,以确保良好的表面质量。气雾冷却的使用与再凝固过程中缓慢引出热量,使链上的热压力最小化。
底注法
底注法的加工创造了世界上最清洁的空气熔钢。钢锭模是“大底”,这意味着锥形底是用来优化内部的清洁度。为了确保更清洁的钢,在倒出过程中,钢流体被一种惰性气体覆盖着来防止再氧化。一个预先测量过的熔剂被添加到了每个模型进一步保护钢的再次氧化进而提高表面质量。当钢锭模注入钢水时,每个模子都有一个热顶来将它保持在液体状态。熔剂和热顶系统是为了最大化清洁度和最小化锭的化学分离而设计。HCH钢球材料100%按照此流程应用。辊轧
热轧管有表面光洁度。轻度钢鳞片覆盖了内外表面。热轧管可以用来生产规定公差的外径和壁厚尺寸,一旦钢坯生产了它就会进入辊轧机来压减到尺寸范围内。良好的尺寸大小控制是由辊压机锁维持的,开始于再热炉中精确的温度控制,然后由在线实时的精确测量系统时的控制,整个辊轧过程中尺寸的大小。
检查我们的目标是提供一个无缺陷的、非常可靠的热轧钢棒。检查热轧钢棒包括表面和内部的质量。系统允许在0.3mm以内的缺陷。检查过程结合了为表面检查而准备的热成像技术,带有先进的超声波性能。并伴随着两级计算机控制,最终生产出了高质量的产品。

选择